


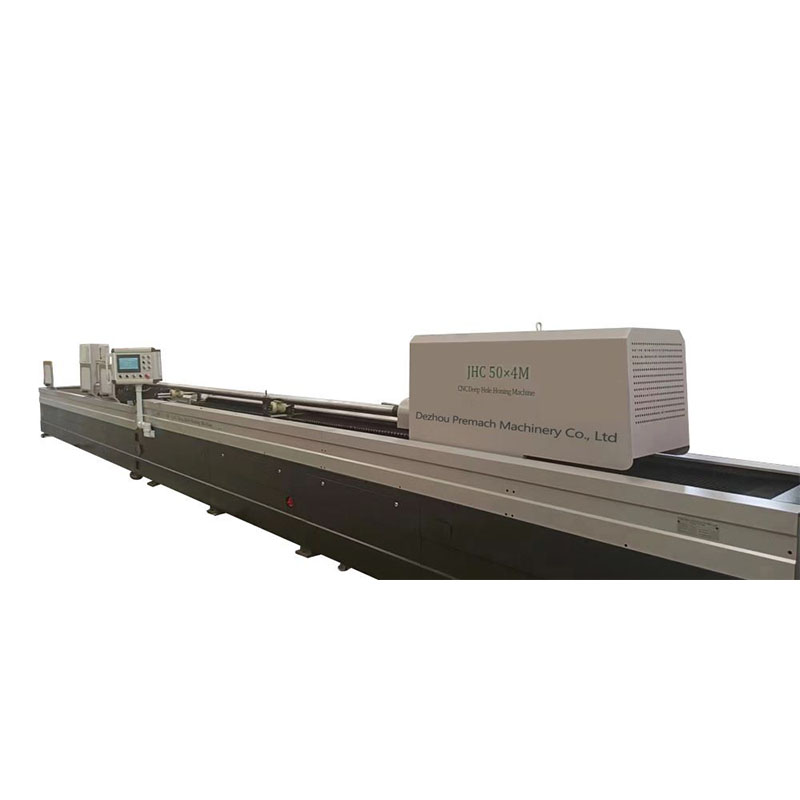
Hones, Deep Hole Machine Serija Jhc sa zavarenim ležajem od čelične ploče
Video Display
Opis funkcije
Obradak za mljevenje je izrađen od ugljičnog čelika i raznih čelika, uključujući i kaljeni radni komad.Ako je u pitanju hladno vučena čelična cijev, može se direktno izvesti snažno honovanje.Ova serija moćnih mašina za brušenje dubokih rupa može obraditi raspon promjera od 25-1000 mm i može obraditi maksimalnu dubinu do 14000 mm, koja je podijeljena na Jhc10, jhc20, jhc35, jhc50, jhc80, jhc100, itd. Mašina se široko koristi u proizvodnja kalupa, hidraulične mašine, industrija motora, svemirska industrija, vojna industrija, industrija izmjenjivača topline, industrija građevinskih strojeva, industrija strojeva za ugalj i drugi dijelovi obrade dubokih rupa, posebno se koriste za razne hidraulične cilindre, cilindre i druge cilindrične precizne unutrašnje cijevi za duboke rupe zid.Posebno je pogodan za brušenje i poliranje cijevnih spojnica sa stepenastim rupama.
Karakteristike moćne mašine za brušenje dubokih rupa su sljedeće:
1. Visoka tačnost obrade (≤ 0,02) i visoka hrapavost (≤ Ra0,2-0,4).
2. Tačnost dimenzija je IT6-IT7, a glava za brušenje se lako i precizno podešava.Glava za brušenje se zateže ili proširuje pomoću servo motora i reduktora brzine kako bi se zadržala konzistentna sila honanja.
3. Dužina honanja se kontroliše pomoću programa numeričke kontrole, a veličina obrade kontroliše se brojem klipnih hona.




Tehnički parametar
| Ime | Stavka | Parametar | |||||
| JHC10 | JHC20 | JHC35 | JHC50 | JHC80 | JHC100 | ||
| Radni kapacitet | Honing Dia. | Φ30-100mm | Φ40-200mm | Φ40-350mm | Φ40-500mm | Φ40-800mm | Φ100-1000mm |
| Dubina honinga | 500-6000mm | 500-9000mm | 500-9000mm | 500-12000mm | 500-12000mm | 500-14000mm | |
| Max.dodatak za brušenje | 0,4-1 mm | 0,4-1 mm | 0,4-1 mm | 0,4-1 mm | 0,4-1 mm | 0,4-1 mm | |
| Clamped Dia.raspon radnog komada | F50mm-F250mm | F50mm-F350mm | F50mm-F500mm | F50mm-F700mm | F60mm-F1000mm | F70mm-F1200mm | |
| Vreteno putne glave sa rotirajućom šipkom za brušenje | Centralna visina | 200mm | 300mm | 350mm | 480mm | 700mm | 950mm |
| Brzina vretena | 3-200 o/min, bez stepena | 3-160 o/min, bez stepena | 10-150 o/min, bez stepena | 15-150 o/min, bez stepena | 15-100 o/min, bez stepena | 15-100 o/min, bez stepena | |
| Obrtni moment šipke za brušenje | ≥500N.m | ≥600N.m | ≥800N.m | ≥1000N.m | ≥1500N.m | ≥2200N.m | |
| Recipročna brzina | 1-40m/min, bez stepenica | 1-40m/min, bez stepenica | 1-40m/min, bez stepenica | 1-30m/min, bez stepenica | 1-30m/min, bez stepenica | 1-30m/min, bez stepenica | |
| Motor I sistem hlađenja | Snaga motora putne glave sa rotirajućom šipkom za brušenje | 11 KW (servo motor) | 11 KW (servo motor) | 15 KW (servo motor) | 15 KW (servo motor) | 22 KW (servo motor) | 22 KW (servo motor) |
| Napajanje snage motora | 4.5KW | 4.5KW | 4.5KW | 4.5KW | 4.5KW | 4.5KW | |
| Snaga motora rashladne pumpe | 0.45KW | 0.45KW | 0.45KW | 0.75KW | 0.75KW | 0.75KW | |
| Protok pumpe za hlađenje | 50L/min. | 50L/min. | 50L/min. | 60L/min. | 60L/min. | 60L/min. | |
| Kapacitet rashladnog rezervoara | 200L | 200L | 200L | 200L | 300L | 300L | |
| Preciznost obrade | Preciznost obrade | IT7-IT8 | IT7-IT8 | IT7-IT8 | IT7-IT8 | IT7-IT8 | IT7-IT8 |
| Hrapavost obrade | Ra0,4μm-Ra0,2μm | Ra0,4μm-Ra0,2μm | Ra0,4μm-Ra0,2μm | Ra0,4μm-Ra0,2μm | Ra0,4μm-Ra0,2μm | Ra0,4μm-Ra0,2μm | |
| okruglost | ≤0,05 | ≤0,05 | ≤0,05 | ≤0,05 | ≤0,05 | ≤0,05 | |
